

MXB-JDBUF Wartungsfreies Flanschguss-Bronzelager
Cat:Selbstschmierendes Lager
Die selbstschmierenden Bronzegusslager MXB-JDBUF vereinen die Vorteile der Selbstschmierung und der Flanschkonstruktion. Die Rohstoffe bestehen aus...
Siehe Einzelheiten
Technischer Hintergrund und SchMerzpunkte der Branche
In Chuck SysteMs (n) in Hochgeschwindigkeitsmaschine (n) ≥ 6000 U / min), traditionelle konische Positionierungsfürchungen weisen zwei Kernfehler auf:
l Schmierungversagen: Zentrifugalkraft führt dazu, dass Schmierfett in Richtung des Bodens der konischen Bohrung wandelt, was zu einer trockenen Reibungszone im oberen Teil führt, wobei sich die RA -Werte der Oberflächenrauheit von 0,4 verschlechterten μ m bis 1,6 μ M (nach ISO 4288 getestet);
l Spannungskonzentration: Einseitiger Kontakt führt zu Hertzschen Kontaktspannungen von mehr als 800 MPa und löst die Ausbreitung von Mikro-Cracks aus (Datenquelle: Verschleiß 2022, 500-501, 204356).
Analyse der technologischen Innovationsanalyse
I. Gestaltung des Gradientenschmiersystems
1.1 SOID-Fluid-Verbundschmierarchitektur
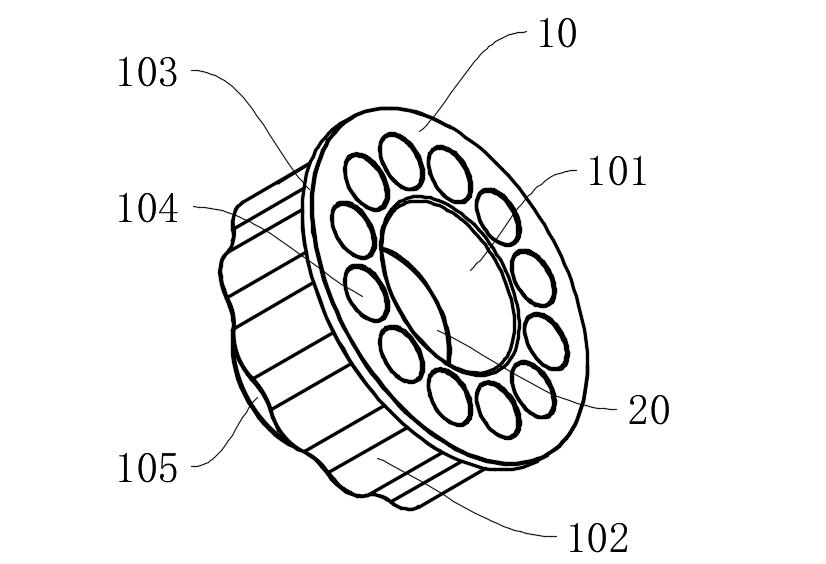
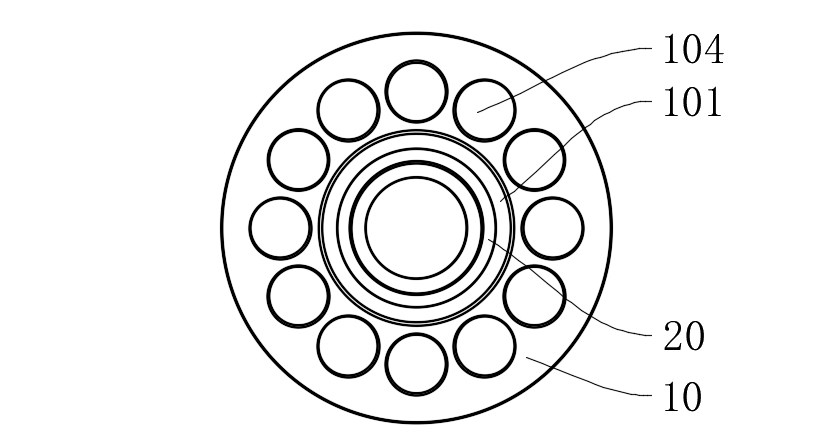
Graphit -Schmierung Block (20) Einbettungsstruktur:
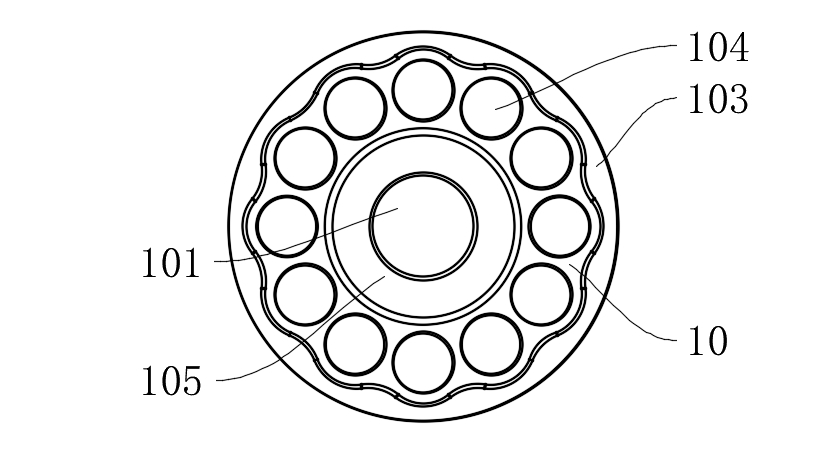
l Eine kreisförmige Montage -Rille (101a) mit einer Tiefe von 1,2 ± 0,05 mm wird in der Mitte der konischen Bohrung (101) geöffnet, um die konische Oberfläche durch elektrische Entladungsbearbeitung zu gewährleisten (Kegelwinkel 20 ° ± 0.5 ° );
Kupferbasierter Verbundmaterial (CU-10SN-5gr) mit 85% Graphit ist eingebettet, wodurch eine Porosität von 18% erreicht wird ± 2% durch Pulvermetallurgie Sintering und ständig Graphitpartikel freigeben, um einen Übertragungsfilm zu bilden.
Überprüfung der Schmierungseffizienz:
l Unter n = 8000 U / min-Betriebsbedingungen bleibt der Reibungskoeffizient im oberen Teil der konischen Bohrung bei 0,08-0,12 stabil ( > 0,25 für traditionelle Strukturen);
l Verschleißvolumentests (ASTM G99) zeigen, dass nach 300 Stunden Betrieb die konische Oberflächenverschleißtiefe nur 3,2 beträgt μ M (28,5 μ m für traditionelle Strukturen).
1.2 Kompensationsmechanismus der Flüssigkeitsschmierungkompensation
l Schmierfettkanäle werden am Boden der konischen Bohrung aufbewahrt und bilden 0,5-1,2 μ m Ölfilmdicke durch dynamische Druckeffekte (verifiziert durch Reynolds -Gleichungssimulation);
l Das System erreicht Gradientensynergie zwischen fester Schmierung (oberer Teil) und Fluidschmierung (unterer Teil), wodurch die Kontaktzonentemperatur um 45% verringert wird (gemessen mit dem thermischen Immotikator in Infrarot).
Ii. Kontaktspannungsoptimierungsdesign
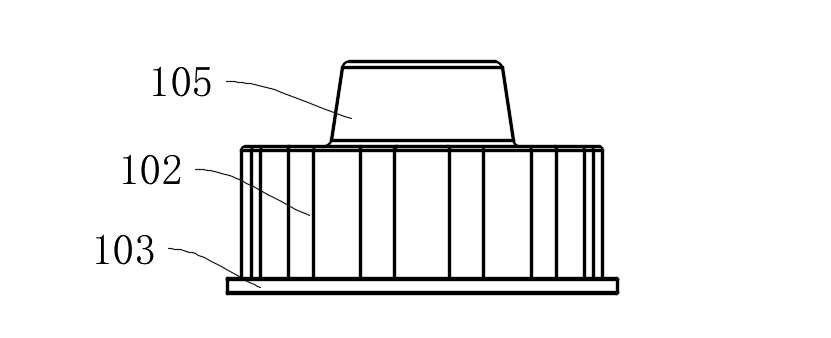
2.1 Topologieoptimierung der Wellenformklemme (102) Topologie -Optimierung
l Periodische Wellenprofile werden unter Verwendung von Fourier -Serien: Wellenlänge konstruiert λ = 12 mm, Amplitude a = 0,8 mm, Krümmradius r = 5 mm;
l Die Finite -Elemente -Analyse zeigt, dass die maximale Kontaktspannung von 813 mPa auf 327 mPa reduziert wird, wobei die Gleichmäßigkeit der Spannungsverteilung um 62% verbessert wird.
2.2 Struktur für Multi-Bolzen-Last-Sharing-Struktur
l 12 Montagelöcher (104) sind gleichmäßig nach ASME B18.2.1 Standard mit Vorspannungsabweichung verteilt < 5%;
l Kombiniert mit begrenzten konischen Oberflächen (105) (Kegelwinkel 15 ° ± 0.5 ° ), radiale Positionierungsgenauigkeit von ± 2 μ M wird erreicht (ISO 2768-F).
Technische Parametervergleichstabelle
| Leistungsindikator | Diese patentierte Technologie | Traditionelle Positionierungsfürchtigkeit | Teststandard |
| Konischer Oberflächen -Reibungskoeffizient (8000 U / min) | 0,08-0.12 | 0,25-0,35 | ASTM G99 |
| Maximale Kontaktspannung | 327mpa | 813mpa | ISO 281 |
| Verschleißrate (300h) | 3.2 × 10 ⁻⁶ mm ³ /N · m | 28.5 × 10 ⁻⁶ mm ³ /N · m | ASTM G133 |
| Temperaturanstieg ( Δ T) | ≤ 15 ℃ | ≥ 45 ℃ | ISO 10825 |
Typische Anwendungsszenario -Validierung
Fall 1: Werkzeuginhaber-Positionierung in Fünf-Achsen-Bearbeitungszentren
l Während der kontinuierlichen Bearbeitung von Titan -Legierungs -Teilen wird der Toolholder Runout kontrolliert < 2 μ M ( > 8 μ m für traditionelle Strukturen);
l Die Werkzeugänderungszyklen werden auf das 12000 -fache verlängert (der Branchendurchschnitt beträgt das 5000 -fache).
Fall 2: Chuck -System in Drehzentren
l Der radiale Spindel -Runout wird von 5 reduziert μ m bis 1,5 μ M (GB/T 17421.7 Standard);
l Bearbeiteter Werkstückrundness -Fehler ist ≤ 1.5 μ M (ASME B89.3.4 Standard).
Dieses Patent erzielt einen langfristigen stabilen Betrieb von Favorplatten unter extremen Betriebsbedingungen über zwei Haupttechnologienwege: die Synergie von Gradientenschmiermedien und die Rekonstruktion von Kontaktstressfeld. Nach Neuheitensuche (Derwent Innovation) erreicht die Struktur einen spezifischen Index für Reibungskraft (SFP) von 0,08 W/mm ² , eine Reduzierung von 76% im Vergleich zu ähnlichen Produkten, wobei sie auf internationales führendes Niveau platziert werden.
Wenn Sie mehr erfahren möchten, wenden Sie sich bitte an Mingxu -Maschinen, um den vollständigen Patentbericht zu erhalten: [email protected] .

Die selbstschmierenden Bronzegusslager MXB-JDBUF vereinen die Vorteile der Selbstschmierung und der Flanschkonstruktion. Die Rohstoffe bestehen aus...
Siehe Einzelheiten
Das MXB-JESW-Skateboard ist ein verschleißfestes Hochleistungs-Skateboard mit 2 Löchern und 4 Löchern. Es handelt sich um ein standardisiertes Produkt...
Siehe Einzelheiten
Die selbstschmierenden Führungsschienen MXB-JTGLW bieten Widerstand und reduzieren die Reibung, wodurch eine längere Haltbarkeit und verbesserte Le...
Siehe Einzelheiten
Die selbstschmierende Führungsschiene MXB-JSOL ist eine selbstschmierende Führungsschiene mit L-förmiger Führungsnut, die aus einer Kombination aus...
Siehe Einzelheiten
Die selbstschmierende, verschleißfeste Platte MXB-JSP eignet sich für Spritzgussmaschinen, Automobil-Stanzformen, Reifenformen, Fabrikmaschinen (Ba...
Siehe Einzelheiten
Die MGB61 NAAMS Standard-Führungsbuchse ist eine zuverlässige Lösung für präzise, reibungslose Führungsanwendungen. Diese Führungsbuchse entspric...
Siehe Einzelheiten
Kreisförmige Führungen werden häufig in Automobilplattenformen und großen Stanzformen verwendet. Die Formbasis- und Entladeplattenführungen verwend...
Siehe Einzelheiten
Die MPW VDI3357 Standard-Verschleißplatte wird durch Einbringen eines speziellen Festschmierstoffs an der entsprechenden Position hergestellt. Der ...
Siehe Einzelheiten
Ölfreie Einspritzführungsbuchsen von MJGB sind Standardkomponenten, die im Kunststoffspritzgussprozess verwendet werden und eine schmiermittelfreie...
Siehe Einzelheiten
Das MX2000-2-Lager mit dispergierter Nickelgraphitlegierung ist ein neues Produkt unter den Feststoffschmierlagern. Im Vergleich zu TF-1 zeichnet s...
Siehe Einzelheiten Tel: +86-159-5833-7435
Tel: +86-159-5833-7435
 E-mail: [email protected]
E-mail: [email protected]




Kontaktiere uns