

MXB-JDBUF Wartungsfreies Flanschguss-Bronzelager
Cat:Selbstschmierendes Lager
Die selbstschmierenden Bronzegusslager MXB-JDBUF vereinen die Vorteile der Selbstschmierung und der Flanschkonstruktion. Die Rohstoffe bestehen aus...
Siehe Einzelheiten
Bei der Batch-Verarbeitung von Komponenten vom Typ Skateboard (wie Leitschienen und Präzisionsschieber) sehen sich herkömmliche Werkzeugsysteme vor zwei wichtigen Engpässen aus:
● Schlechte Wiederholungspositionierungsgenauigkeit: Kumulative Fehler aus mehreren Klemmvorgängen überschreiten 0,1 mm (entsprechend der Toleranz von ISO 2768-m), was die Senkrechte von Paarungsoberflächen nachteilig beeinflusst (normalerweise ≤ 0,05 mm pro 100 mm);
● Ineffiziente Tooling -Umstellung: Das Umschalten zwischen dedizierten Vorrichtungen dauert mehr als 45 Minuten pro Instanz, was zu Auslastungsraten von Geräten unter 60% führt (unter 60% ( Quelle: CIRP Annals 2022, 71 (1), S. 333-336 ).
Analyse von technologischen Kerninnovationen
I. Topologisches Design für das Klemme der Zulassung
1.1 Struktur der Stufe Zulagenbeschränkung
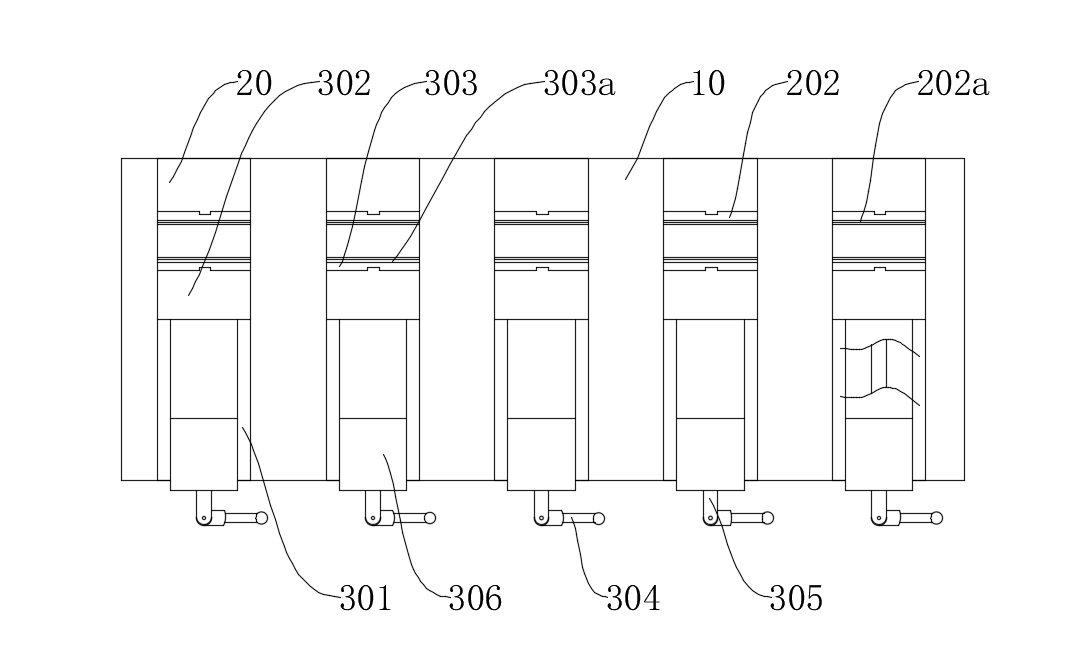
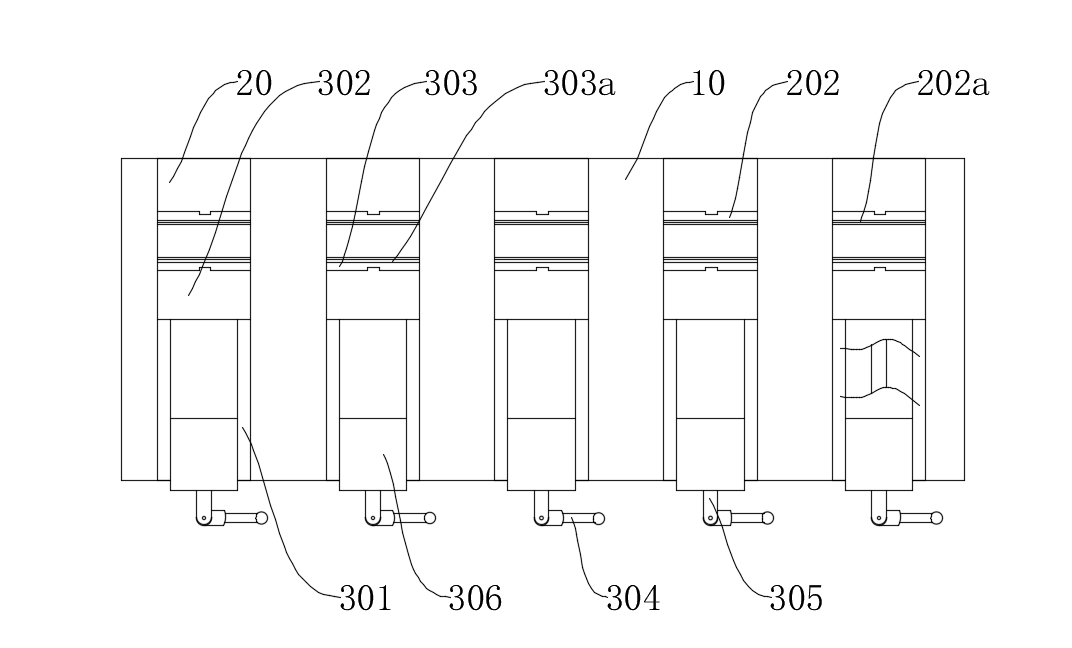
Dual-Step-Klemmmechanismus:
● Der feste Block (20) und der Klemmblock (302) sind jeweils mit einem ersten und einem zweiten Klemmschritt (202a/303a) ausgestattet. Die Höhe dieser Schritte wird mit der Bearbeitungszulage übereinstimmt (mit einer Toleranz von ± 0,01 mm);
● Durch die Optimierung des Stiefneigungwinkels auf 75 ° ± 1 ° durch Finite-Elemente-Analyse erreicht der Mechanismus einen Scherkraftverhältnis von mehr als 85% (im Gegensatz zu nur 30% bei herkömmlichen planaren Klemmmethoden).
Verbesserung der Präzision der Bearbeitung:
● Die Seitenbearbeitung wird in einem einzelnen Klemmvorgang mit Positionsgenauigkeitsfehlern ≤ 0,02 mm abgeschlossen (Besprechung von GB/T 1184-K-Nahrungsgraden);
● Der RA -Wert der Oberflächenrauheit wird konsistent unter 0,8 μm gehalten (wie gemäß den ISO 4288 -Standards getestet).
Ii. Modulare Schnellwerkzeug -Änderungssystem
2.1 Plug-in Modulare Architektur
Dual-Slot-Design:
● Die ersten/zweiten Montagestellen (201/302A) verwenden eine H7/G6 -Anpassung, die in Kombination mit Positionierungsschlüssel eine sich wiederholende Positionierungsgenauigkeit von ± 0,005 mm erreicht.
● Die Ersatzzeit des Moduls beträgt ≤ 3 Minuten pro Stück (basierend auf tatsächlichen Messdaten), wobei das Umschalten von Werkstücken mit Dicken im Bereich von 5 mm und 50 mm unterstützt wird.
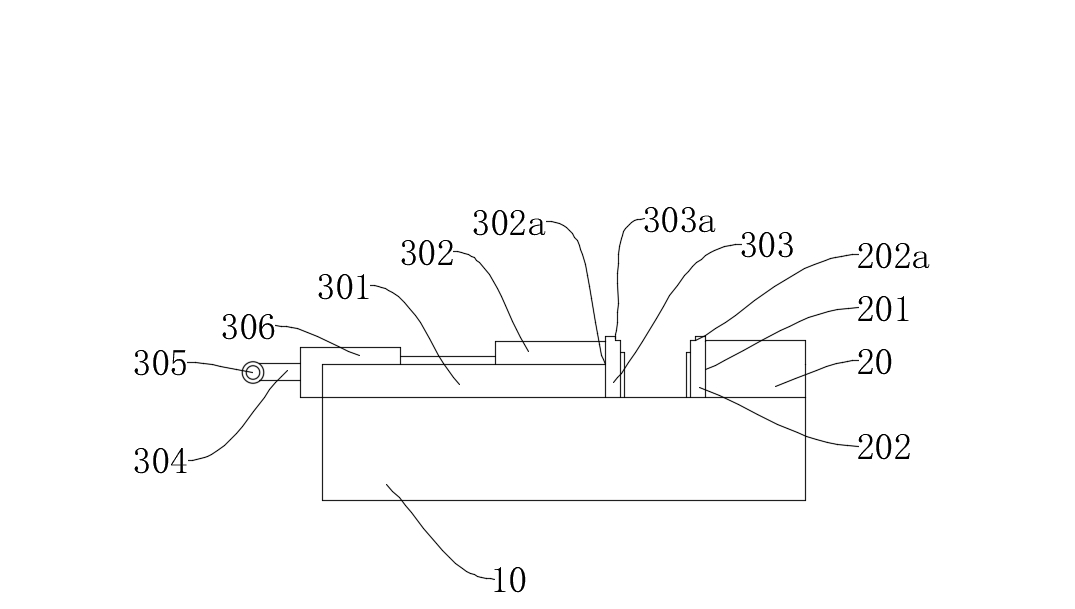
2.2 Antriebsmechanismus mit geschlossenem Schleife
● Die Schraube (305) verwendet einen doppeltführenden Trapezfaden (TR16 × 4p8), der in Verbindung mit dem Übergangsblock (306) eine Mikro-Feed-Rate von 0,02 mm pro Revolution ermöglicht;
● Die Kontrollstange (304) enthält einen Drehmomentbegrenzer (eingestellt auf 15n · m), um die Überlastung von Werkstücksschäden zu verhindern.
TECHNISCHE TECHNISCHE PARAMETER -Vergleichstabelle
| Leistungsindikator | Diese patentierte Technologie | Herkömmliches Skateboard -Werkzeug | Teststandard |
| Wiederholte Positionierungsgenauigkeit | ≤ 0,005 mm | ≥0,03 mm | ISO 230-2 |
| Umschänderungszeit | ≤ 3 Minuten | ≥ 45 Minuten | VDI 2862 |
| Oberflächenrauheit ra | ≤ 0,8 μm | ≥ 1,6 μm | ISO 4288 |
| Maximale Klemmkraft | 12kn | 8kn | DIN 55189 |
Validierung in typischen Bearbeitungsszenarien
Fall 1: Bearbeitung linearer Führer -Schieberegler
● Bearbeitete 18 Schieberegler unterschiedlicher Spezifikationen mit einer kumulativen Tool -Umstellung von 38 Minuten (herkömmliche Werkzeuge würden 13,5 Stunden erfordern);
● Der Senkrechtefehler der Seitenoberflächen betrug ≤ 0,015 mm pro 100 mm (erfüllte den Standardanforderung von GB/T 1184 von ≤ 0,05 mm).
Fall 2: Gruppenlochbearbeitung von hydraulischen Klappenplatten
● Die Bearbeitung von 12 Paarungsoberflächen in einem einzigen Klemmvorgang abgeschlossen und einen CPK -Wert von 1,67 für die Positionsgenauigkeit erreicht (erfüllen sechs Sigma -Standards);
● Die Lebensdauer der Werkzeuge wurde um 40% verlängert (aufgrund der Vibrationsniveaus auf unter 0,5 g).
Dieses Patent definiert das Design-Paradigma für Stapelbearbeitungswerkzeuge durch zwei technologische Wege: Topologieoptimierung der Zulagebeschränkung und modulare Kraft mit geschlossenem Schleifen. Laut einer Neuheitssuche (durchgeführt über Derwent -Innovation) erreicht diese Struktur einen Wechsel -Effizienzindex (CEI) von 0,92, der eine Verbesserung von 210% gegenüber ähnlichen Lösungen darstellt und in die technologische Vorderseite seines Nischenfeldes platziert.
Wenn Sie mehr erfahren möchten, wenden Sie sich bitte an Mingxu -Maschinen, um den vollständigen Patentbericht zu erhalten: [email protected] .

Die selbstschmierenden Bronzegusslager MXB-JDBUF vereinen die Vorteile der Selbstschmierung und der Flanschkonstruktion. Die Rohstoffe bestehen aus...
Siehe Einzelheiten
Das ölfreie MXB-DU-Lager (auch bekannt als SF-1-Buchse) ist ein gerolltes Gleitlager mit einer Stahlplatte als Basis, gesintertem kugelförmigem Bro...
Siehe Einzelheiten
Die selbstschmierenden Verschleißplatten MXB-JOML sind darauf ausgelegt, die Reibung zu minimieren und die Lebensdauer in industriellen Anwendungen...
Siehe Einzelheiten
MXB-JGLXS-Führungsschienen sind Teile, die auf beiden Seiten des seitlichen Kernziehschiebers installiert sind, um sicherzustellen, dass sich der s...
Siehe Einzelheiten
Die MGB61 NAAMS Standard-Führungsbuchse ist eine zuverlässige Lösung für präzise, reibungslose Führungsanwendungen. Diese Führungsbuchse entspric...
Siehe Einzelheiten
Die MPW VDI3357 Standard-Verschleißplatte wird durch Einbringen eines speziellen Festschmierstoffs an der entsprechenden Position hergestellt. Der ...
Siehe Einzelheiten
Das MX2000-2-Lager mit dispergierter Nickelgraphitlegierung ist ein neues Produkt unter den Feststoffschmierlagern. Im Vergleich zu TF-1 zeichnet s...
Siehe Einzelheiten
Die Bimetall-Gleitplatte mit dreiseitig gesinterter, verschleißfester Legierung ist ein neuartiger selbstschmierender Plattentyp. Verglichen mit de...
Siehe Einzelheiten
Das dreifache Verbundlager SF-PK PEEK ist ein neuartiges Gleitlager, das aus einer Stahlplatte, einer Kupferpulverschicht und einem PTFE-Füllmateri...
Siehe Einzelheiten
Das ölfreie SF-2S-Schmierlager ist ein verbessertes Produkt von SF-2 mit einer Stahlrückenmatrix, gesintertem kugelförmigem Zinnbronzepulver in der...
Siehe Einzelheiten Tel: +86-159-5833-7435
Tel: +86-159-5833-7435
 E-mail: [email protected]
E-mail: [email protected]




Kontaktiere uns